
ASI Dergisi: Gerçek Zamanlı Monitöroring Yapıştırıcı ve Sızdırmazlık Maddelerinin Özellikleri
Gerçek zamanlı izlemeoring yapıştırıcı ve sızdırmazlık özelliklerinin
Hat içi ve üretim uygulamaları için yeni cihazlar
Mastiklerin ve ısıyla sertleşen yapıştırıcıların akış özelliklerinin doğru ayarlanması, yüksek düzeyde otomatikleştirilmiş, yüksek hızlı üretim ortamlarındaki performansları için çok önemlidir.
Örneğin otomotiv üretiminde sızdırmazlık ve yapıştırıcıların otomatik olarak uygulanması, öngörülebilir, tekrarlanabilir miktarların uygulanmasını ve bunların düzgün şekilde akmasını ve son sertleşme süresi boyunca yerinde kalmasını gerektirir. Baskı endüstrisinde, plastik filmlerin laminasyonu, yapışkan viskozitesinin yakından kontrolünü gerektiren özel yüksek hızlı makinelerde yapılır. Kompozit prepregler yapmak için elyaf tekstillere ve matlara uygulanan reçineler, matris reçinesinin tam olarak aşamalandırılmasını gerektirir.
Yalıtım malzemelerinin ve yapıştırıcıların akış özellikleri geleneksel olarak, doğru ve tutarlı sonuçlar vermek için yetenekli bir operatör gerektiren hassas, hassas bir laboratuvar cihazı olan reometre aracılığıyla ölçülür. Reometre ölçümleri zaman alıcıdır, kullanımlarını karıştırmadan önce reçine bileşenleriyle ve yavaş sertleşen sistemlerde karıştırmadan hemen sonra sınırlandırır. Ve son olarak, laboratuvardaki reometrik test sonuçlarının üretim takibinde kullanımı genellikle sınırlıdır.oringÇünkü uygulanan malzemenin mevcut durumundan ziyade geçmişe dair fikir verirler.
Titreşimli elemanlara dayalı viskozimetreler, reometrik ölçümlere uygun bir alternatif sunar. Hızlı, tutarlı okumalar sağlarlar ve özellikle hat içi kurulumlar için uygundurlar. Rezonans sensörleri, sızdırmazlık malzemeleri, yapıştırıcılar veya diğer sıvıları taşıyan proses hatlarına doğrudan kurulabilir ve akan sıvının özelliklerini izlemek için kullanılabilir veya sıvının akış özelliklerini dinamik olarak ayarlayan kontrol sistemlerine bağlanabilir. seyrelticiler veya diğer katkı maddeleri. Proses viskozitesinin bu tür geri besleme kontrolü, örneğin fleksografik ve gravür baskı tesislerinde uzun, yüksek hızlı çalışmalar sırasında renk doğruluğunu korumak için iyi bilinen ve kanıtlanmış bir yöntemdir. [1]
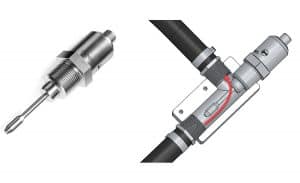
Şekil 1. Hat içi viskozimetre (solda) ve hat içi uygulamalar için bir akış hattı adaptörüne takılı.
Yapıştırıcılar ve dolgu macunları, Newton olmayan akış özellikleri nedeniyle viskozite ölçümü ve kontrolü için ek bir zorluk sunar. Bir Newton akışkanı, reometre veya viskozimetre gibi dönen bir aletin iş mili hızı ne olursa olsun aynı viskoziteyi gösterir. Newton tipi olmayan akışkanlar, kesme hızına duyarlıdır - ölçülen viskoziteleri, döner bir reometrenin mil hızına veya mekanik bir rezonatöre dayalı bir cihazın titreşim özelliklerine bağlıdır.
Çoğu yapıştırıcı ve sızdırmazlık maddesi için kaymaya bağlı davranış esastır. Alt tabakaya uygulandıklarında serbestçe akmaları gerekir, ancak tam olarak yerleşene kadar, sarkma veya derzden damlama olmadan yerinde kalmalıdırlar. Bu tür malzemeler yalnızca kesme hızına bağlı değildir, aynı zamanda hareket etmelerini sağlamak için belirli bir miktarda kuvvet gerektirebilir. Bozulmadıklarında katılar gibi davranırlar, ancak belirli bir akma gerilimi aşıldığında sıvı gibi akarlar. Ve zamana bağlı olabilirler veya tiksotropik, kesildikten sonra sıvı kalan ve sadece belirli bir iyileşme süresinden sonra katı forma geri dönen.
Reometreler (ve daha az ölçüde, dönen viskozimetreler), bir laboratuvar ortamındaki Newton tipi olmayan karmaşık akışkanların bile davranışını tamamen karakterize edebilen bir dizi ölçüm verme yeteneğine sahiptir. Bu karmaşık malzemelerin gerçek dünyadaki davranışını tahmin etmek için reometrik verilerin yorumlanması zordur ve çoğu zaman endüstriyel süreçlere kolayca uygulanamaz. Öte yandan, titreşen elemanlara dayanan sensörler, tek nokta ölçümler; genellikle döner aletlerde kullanılan kesme hızlarından önemli ölçüde daha yüksek olan tek bir kesme hızı değerinde görünür bir viskozite okurlar. Bu nedenle, Newtonyen olmayan akışkanlar üzerinde rezonans viskozimetreleri ile yapılan ölçümler genellikle rotasyonel aletlerle yapılan ölçümlerle uyuşmamaktadır. İki tip cihaz arasında belirtilen viskoziteler arasındaki bu farklılığa rağmen, titreşimli viskozimetrelerin bu ölçüm açısından değerli olduğu kanıtlanmıştır.oring ve Newtonyen olmayan sıvıların viskozitesinin kontrolü.
Titreşimli viskozimetrelerin rahatlığı ve sağlamlığının onları izleme için ideal kıldığı iki uygulama alanı vardır.oring ve yapıştırıcıların ve sızdırmazlık malzemelerinin kontrolü. Bunlardan ilki hat içi viskozite denetimidiroring uygulayıcılar için. İkincisi tedavi takibioring Karışık bir malzeme grubunun kap ömrünün sonuna yaklaştığını tespit etmenin kritik olduğu toplu işlemler için.
Hat içi viskozite denetimioring aplikatörler için
Mastikler uygulama sırasında serbestçe akmalı, ancak uygulamadan sonra tamamen kürlenmeden akmamalı veya sarkmamalıdır. Bu, malzemenin etkili viskozitesinin, aplikatöre hizmet eden hatlarda ve aplikatör memesinin kendisinde meydana gelen yüksek kesme hızları altında düşük bir viskoziteye ve yüksek bir viskoziteye, hatta dağıtımdan sonra bir akma mukavemetine sahip olan, yüksek düzeyde kesmeye bağımlı olmasını gerektirir. .
Yapıştırıcıların ve sızdırmazlık maddelerinin akış özelliklerinin önemine rağmen, özellikle yüksek hızlı otomatik dağıtım ve uygulama durumunda, yapıştırıcı ve sızdırmazlık maddesi tutarlılığını izlemek veya kontrol etmek için uygulanan hat içi enstrümantasyon hakkında çok az veya hiç bilgi bulunmamaktadır.
Rheonics viskozite kontrolünün önemli olduğu yüksek hızlı bir laminasyon presine SRV hat içi viskozimetreler kurmuştur. Pres operatörü monit için rotasyonel viskozimetreleri denedioring yapışkan viskozitesi, ancak dönen parçaların kurumuş yapışkan nedeniyle kirlenmesi bunların kullanımını pratik hale getirmiştir. Şu anda viskozite kontrolü için akış kapları kullanılıyororingancak bunlar oldukça kesin değildir ve gerçekten satır içi ölçüm değildir. Kullanımları zaman alıcıdır, sık ölçümü pratik hale getirmez ve bu nedenle viskozitede ve dolayısıyla laminasyon yapıştırıcısının akış özelliklerinde arzu edilenden büyük dalgalanmalara izin verir. Sorun, yüksek hızlı laminasyon makinelerinde daha da artmaktadır, çünkü uygulama silindiri tipik olarak aşağıdaki çizimde gösterildiği gibi solventin sürekli olarak buharlaştığı açık bir yapıştırıcı oluğunda çalışmaktadır:

Şekil 2. Yüksek hızlı bir laminasyon makinesindeki yapışkan haznesi.
Fleksografik ve rotogravür makinelerinde baskı mürekkeplerinde olduğu gibi, bu kademeli buharlaşma, ortamın viskozitesini kademeli olarak yükseltir, ortamı neredeyse sabit bir viskozitede stabilize etmek için periyodik solvent dozunu gerektirir ve uzun, yüksek hızlı işlemler boyunca uygun uygulamayı sağlar.
Titreşimli viskozite sensörleri, belirli çalışma prensibine bağlı olarak tipik olarak birkaç yüz hertz'den onlarca kilohertz'e kadar frekanslarda çalışan rezonatörlere sahiptir. Gerçek kesme hızını belirlemek mümkün olmasa da, kesme hızlarının aralığı yüksektir, dağıtım ekipmanında bulunanlara eşit veya onlardan fazladır. Bu nedenle titreşimli viskozite sensörleri izleme açısından faydalıdır.oring yapıştırıcının kıvamı ve dağıtım işlemi sırasında nasıl etki edeceği.
Titreşimsel viskozimetreler, sıvıya batırılmış mekanik bir rezonatörde indüklenen titreşimin sönümlemesini ölçerek çalışır. Titreşimli viskozimetrelerde kullanılan rezonatörler iki genel kategoriye ayrılır; diyapazonlar ve konsol kirişleri gibi enine titreşen rezonatörler ve burularak titreşen rezonatörler. Burulma rezonatörleri, enine titreşimler yüksek viskoziteli akışkanlar tarafından daha güçlü bir şekilde sönümlenme eğiliminde olduğundan, sıklıkla sızdırmazlık malzemeleri ve yapıştırıcılarda karşılaşılan yüksek viskoziteleri ölçmek için özellikle avantajlıdır. Burulma rezonatörleri ayrıca boruların ve diğer kapların duvarlarına yakınlıklarına karşı daha az hassas olma eğiliminde olup kurulum seçeneklerini daha esnek hale getirir. Viskoziteler bir uygulama sistemiyle aynı hat üzerinde ölçüleceği zaman, mekanik kompaktlık avantajlı olabilir, çünkü akış hatları genellikle diğer proses uygulamalarına kıyasla nispeten düşük akış hızlarına sahip küçük çaplıdır. Titreşim sensörleri, montaj yerlerinde hassasiyetlerini etkileyebilecek tepki kuvvetleri üretme eğiliminde olduğundan, titreşim açısından dengeli sensörler, dengesiz rezonatörleri etkileyen çevresel etkilerden özellikle muaftır. Rheonics SRV hat içi viskozimetre bu patentli burulma açısından dengeli rezonatörü temel alır. [2]
Monitoring parti karışımlı yapıştırıcılarda kürlenme derecesi
Yapıştırıcının bir diğer önemli ilgi alanı ise monittir.oring yapıştırıcıların ve reçinelerin kürlenme derecesi. Bu, yapıştırıcı uygulamalarında, yalnızca üreticinin spesifikasyonlarına ve proses parametrelerinin ayarlanmasına bağlı kalmak yerine, belirli bir malzeme grubunun gerekli mekanik özelliklere ulaşıp ulaşmadığını belirlemek açısından önemlidir. Kalıplama operasyonlarında kürlenmiş parçanın kalıptan çıkarılmasının ne zaman güvenli olduğunu belirlemek ve kompozit üretiminde lamine parçanın ne zaman tamamen kürlendiğini belirlemek önemlidir.
Monit için birçok yöntem yayınlandıoring sertleşme derecesi, ancak çoğu, mekanik özelliklerin doğrudan ölçümünden ziyade, elektriksel veya optik özellikler gibi dolaylı ölçümlere dayanır. Deneysel ultrason yöntemleri mevcuttur, ancak bunlar yakından kontrol edilen koşullarda çok küçük numunelerle sınırlı olma eğilimindedir, çünkü kürleme işlemleri sırasında ultrason dalgalarının zayıflaması oldukça büyük olabilir[3]. Ayrıca, ultrason ölçümleri tipik olarak megahertz frekans aralığında gerçekleştirilir ve bu, Newtonyen olmayan malzemeler için, onların gerçek dünya uygulamalarında bulunanlara daha yakın gerinim hızlarındaki davranışlarını yansıtmayabilir.
Bir cihaz, Rheonics CureTrack™ şu anda test ediliyor Rheonics GmbH. Önceden karıştırılmış yapıştırıcı ve sızdırmazlık malzemeleri partilerinde jelleşmeyi öngörür. Aşağıdaki Şekil 2'de bir CureTrack cihazının laboratuvar denemesinde kullanımı gösterilmektedir.

Şekil 3. Örnek tüpünün ve iğne ucunun yakından çekilmiş CureTrack cihazı
CureTrack cihazı bir temele dayanmaktadır: Rheonics Hassas elemanını uzatmak için geleneksel tek kullanımlık dozlama iğnesinin bağlanmasına izin veren ucunda Luer konikliği bulunan SRV viskozite sensörü. Tek kullanımlık bir uzatma kullanıldığında sensörün kendisi yapıştırıcıya maruz kalmaz; iğne, jelleşmiş veya sertleşmiş malzemeyle birlikte kolayca çıkarılabilir ve atılabilir.
CureTrack iki sayı verir: sönümleme ve enstrümanın rezonatörünün frekansı. Sönüm, malzemenin viskozitesine, frekans ise sertliğine bağlıdır. Bu nedenle CureTrack'in çıktısı, jelleşme ve sertleştirme süreçlerinden geçerken malzemenin viskoelastik davranışının bir anlık görüntüsünü verir.
Fig. 3 ve 4, CureTrack tarafından kaydedildiği gibi iki farklı epoksi sisteminin sertleşme eğrilerini göstermektedir. İlki, tiyol bazlı sertleştirici Pacer Technology PT39 Z-Poxy 30 Minute Epoxy içeren tüketici epoksi yapıştırıcısıdır. Bu, 30 dakikalık bir kürlenme süresine sahip olarak belirtilir ve genellikle maket yapımı için hobi dükkanlarında satılır. İkincisi, ıslak döşeme lamine kompozitler için kullanılan bir amin kürleme sistemi olan Epolam 2017 sertleştiricili Axson Epolam 2018 reçinesidir. Nominal jelleşme süresi, geniş yüzey alanının ekzotermal ısıtmayı ve kürleme işleminin hızlanmasını kısıtladığı bir laminasyon işleminde 6 °C'de 100:30 reçine/sertleştirici ağırlık oranında 23 saattir.
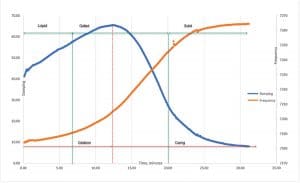
Şekil 4. Hızlı sertleşen tüketici epoksi yapıştırıcı Pacer Pt39 Z-Poxy'nin CureTrack sertleşme eğrileri. Grafikte, yapıştırıcının Sıvı, Jelleşmiş ve Katı Kürlenmiş CureTrack fazlarının sönümlenmesi ve frekansı gösterilmektedir.
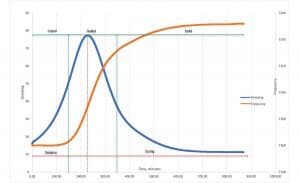
Şekil 5. 2017:2018 ağırlık oranında 100 sertleştiricili yavaş sertleşen bir epoksi laminasyon reçinesi Epolam 30 reçinesinin CureTrack kürleme eğrileri. Grafik, reçinenin Sıvı, Jelleşmiş ve Katı Kürlenmiş fazlarını göstermektedir.
Yaklaşan jelleşmenin temel göstergesi, bu nedenle, belirtilen viskozitede hızlı bir artış ve ardından sensörün rezonatörünün rezonans frekansında bir artıştır.
Bu eğriler iki farklı süreç ve üç bölge göstermektedir.
İşlemler jelleşme ve sertleştirmedir. Jelleşme, reçinenin hem viskozitesinde hem de sertliğinde bir artışı yansıtan, yükselen sönümleme ve yükselen frekans ile karakterize edilen bir süreçtir. Malzeme bir sıvıdan jelleşmiş bir duruma geçiyor. Azalan sönümleme ve artan sertlik ile karakterize edilen kürleme, malzemeyi oldukça viskoz, yapışkan bir kütleden sert bir katıya dönüştüren jelleşmeyi izleyen süreçtir. Bu işlemler ayrıca, jelleşme ve sertleşme sırasında malzemenin hareket ettiği üç durumu tanımlar:
- Malzemenin sertliğinin çok düşük olduğu bir sıvı bölge, CureTrack rezonatörünün düşük ve nispeten sabit frekansında yansır. Bu bölgede, düşük sönüm değeri ile gösterilen viskozite de nispeten düşüktür.
- Malzemenin hem sertliğinin hem de sönümünün hızla arttığı jelleşmiş bölge. Bu bölgedeki malzeme yapışkandır - maksimuma ulaşan yüksek bir viskoziteye sahiptir, bu da katılaşma başlamadan önce jelleşme sürecinin zirvesini gösterir. Son kürlenmeden önce daha sert hale gelerek kauçuksu bir kütle oluşturur.
- Katı bölge. Sönümleme bir kez daha düşük ve nispeten sabit bir değere düşürülmüştür. Rezonatör şimdi, viskoz kuvvetler nedeniyle çok az dağılma ile malzemenin esas olarak elastik kesilmesini sağlıyor.
İki eğri seti, CureTrack'in jelleşme sürecinin başlangıcını algılama yeteneğini gösterir ve ayrıca tüm sertleştirme sürecinin izlenmesine izin veren nicel veriler verir.
Şimkin [4] yapıştırıcı kürleme monitörünün durumunu inceleyen mükemmel bir makale yayınladıoring. Şu sonuca varıyor: Her ne kadar izleme için çok sayıda yöntem olsa daoring jelleşme süresi mevcut olsa da, hem ticari bir cihaz tabanının eksikliği, hem de genel bir standart eksikliği ve dolayısıyla çeşitli ölçüm yöntemleri arasında bir uyum vardır.
Shimkin'in tartıştığı yöntemlerin çoğu, dielektrik analizi gibi dolaylıdır, çünkü bunlar reçine sisteminin mekanik özellikleriyle ilişkili olan bir özelliğini ölçerler, ancak reçine uygulamasında işlevsel olarak önemli olan özellikleri doğrudan ölçmezler. sistem. Bu anlamda, jelleşme ve katılaşma gibi özellikleri doğrudan ölçen herhangi bir ölçüm teknolojisi, reçinenin durumu hakkında anında ve doğrudan geri bildirim sağlar.
CureTrack teknolojisinin uygulamaları
Bir reçine sisteminin mekanik özelliklerinin doğrudan ölçümü, hem laboratuvarda hem de reçinelerin bir üretim ortamında karıştırıldığı, uygulandığı ve kürlendiği fabrika zemininde uygulamalara sahiptir.
Laboratuvarda, hem araştırma ve geliştirme hem de kalite kontrol için CureTrack teknolojisi gibi sağlam bir mekanik analiz aracı kullanılabilir. Ar-Ge laboratuvarında yeni reçinelerin ve formülasyonların kürleme özelliklerini analiz etmek için kullanılabilir. Basitliği ve ucuz ve tek kullanımlık algılama elemanlarının kullanılması, pahalı sensörlere zarar verme riski olmadan veya çıkarılması zor kalıntıların kapsamlı ve zaman alıcı temizliğini gerektirmeden çok sayıda numuneyi ekonomik olarak analiz etmeyi mümkün kılar. Kalite kontrol amaçları için, karıştırılmış reçine numuneleri, zaman alıcı hazırlık veya temizleme gerektirmeden laboratuvarda izlenebilir.
Benzer şekilde kalite kontrol amacıyla teknolojinin sağlamlığı monit'i harekete geçirebilir.oring Laboratuvar analizi için numune alma zorunluluğu yerine, karışık üretim partilerinin fabrikaya gönderilmesi. CureTrack gibi aletler, üretim ilerledikçe durumunu izlemek ve jelleşme yaklaştığında bir uyarı alarmı vermek için doğrudan bir reçine kovasına yerleştirilebilir ve kalan malzemenin katılaşmadan önce atılması gerekir.
Teknolojinin gelecekteki gelişimi de monitöre odaklanacakoring gerçek üretim senaryolarında jelleşme. Örneğin, matris malzemesinin durumunu izlemek için prob ucu, reçine ile aşılanmış bir döşemenin yüzeyi ile temas ettirilebilir. Veya probun ucu, dökülmüş kalıplanmış bir bileşende kontrollü bir derinliğe kadar sokulabilir ve jelleşme oluştukça çıkarılabilir.
Sıcaklık kürlenme oranlarının belirlenmesinde önemli bir faktör olduğundan CureTrack, prob ucundaki sıcaklığı ölçen bir sıcaklık sensörü içerir. Sıcaklığı tam olarak jelleşme ve sertleşmenin ölçüldüğü yerde ölçebilir, böylece hem izleme hem de izleme olanağı sağlanır.oring reçinenin sıcaklığı ve kürleme işlemi sırasında ısı üretiminin izlenmesi.
Referanslar
- Baskı uygulamaları için hat içi viskozimetrenin kullanımına ilişkin bilgilere bağlantılar şurada bulunabilir: https://rheonics.com/solutions/
- https://rheonics.com/products/inline-viscometer-srv/
- Malzemeler 2013, 6, 3783-3804; doi:10.3390/ma6093783 materyaller ISSN 1996-1944 www.mdpi.com/journal/materials İnceleme Monitoring Termoset Reçinelerin İyileşme Durumu, Ultrason Francesca Lionetto ve Alfonso Maffezzoli
- ISSN 1070-3632, Rus Genel Kimya Dergisi, 2016, Cilt. 86, No. 6, s. 1488-1493. Pleiades Publishing, Ltd., 2016.Original Russian Text AA Shimkin, 2014, Rossiiskii Khimicheskii Zhurnal, 2014, Vol. 58, Sayılar 3–4, s. 55–61.
Yazarlar
Joe Goodbread
Sunil Kumar
Genel Bakış
Yapıştırıcılar ve Sızdırmazlık Malzemeleri endüstrisi odaklı dergi - ASI, aşağıdakileri kapsayan bir makale yayınladı: Rheonics hat içi viskozimetre SRV ve Rheonics CureTrack™, şu anda test ediliyor Rheonics. Makalede, yapıştırıcılar ve sızdırmazlık malzemeleri endüstrisi uygulamalarına yönelik Ar-Ge, fiili üretim senaryoları ve kalite kontrol amaçlarına özel olarak odaklanılarak teknoloji ve çalışma prensipleri tartışılmaktadır.
Yayının bağlantısını bulun.
İlgili Uygulama Notu

Formülasyon, test ve uygulamada sızdırmazlık malzemeleri ve yapıştırıcılar viskozite ve reoloji
Yapıştırıcılar ve dolgu macunları, inşaat, imalat ve bakımda sistemlerin birleştirilmesi, korunması ve sızdırmazlığı için yaygın olarak kullanılmaktadır. Bu endüstri, sınırlı hammadde (petrol rezervi) ve sentetik bileşiklerin olumsuz etkileri nedeniyle zorluklarla karşı karşıyadır…
{kind=link}

