
Paint & Coatings Industry Dergisi: Gerçek Zamanlı Viskozite Monit ile Sıfır Otomotiv Boya Kalitesi Sorunlarına Doğruoring ve kontrol
Gerçek Zamanlı Viskozite İzleme ile Sıfır Otomotiv Boya Kalitesi Sorununa Doğruoring ve kontrol
Yıllar içinde otomotiv tasarımı ve imalatındaki tüm ilerlemeler boyunca, tek bir değişmez oldu - araç estetiği, tüketicilerin satın alma kararlarında kritik bir faktördür. Bitiş tutarlılığı, kalitesi ve çeşitliliği, satın alma sırasında en önemli rolü oynar. Otomotiv kaplama ve son işlem süreçleri, verimliliği en üst düzeye çıkarırken ve çevresel düzenlemeleri karşılarken dayanıklı yüzeyler, yüksek kaliteli yüzeyler üretmek için gelişmiş teknolojileri kullanır. Boya ve kaplama miktarı ve kalitesi, üretim, satış ve bakım maliyetleri üzerinde belirgin bir etkiye sahiptir. Kalite sorunları hızla müşteri memnuniyetsizliğine, pahalı geri çağırmalara ve sorumluluk sorunlarına yol açabilir. 1 Bununla birlikte, doğru boya ve kaplama kalitesinin sağlanması kolay ve tek bir düğme tıklaması kadar basittir.
Doğru boya viskozitesi, iyi bitirme kalitesinin anahtarıdır. Performans parametrelerinin tümü, uygulama noktasındaki sıvı kaplamanın viskozitesiyle doğrudan bağlantılıdır. Bunlar arasında kaplama filmi yapısı, boya aktarım verimliliği, kaplama kalınlığı ve biriktirme, renk uyumu, bitmiş yüzey kalitesi ve kimyasal direnç bulunur. Viskozite, kaplamanın kalınlığını ve aderansını etkileyen ana faktördür. Uygun viskozite kontrolü, kaplamanın kalitesini ve ömrünü garanti ederek, boyama işleminin kalite ve üretkenliğine ilişkin en yüksek talepleri karşılamaya yardımcı olur.
Modern otomotiv kaplama işlemlerinde, yonga önleyici kaplama, astar yüzey astarı, baz kaplama ve vernik kaplama tipik olarak püskürtülerek uygulanır ve bu nedenle atomizörlerin kullanılmasını gerektirir. Atomizasyonun kalitesi, püskürtülen kaplamanın kalitesini etkiler. Püskürtme uygulaması, atomizasyonu optimize etmek için mümkün olduğunca düşük bir viskozite gerektirir. Bununla birlikte, viskozite çok düşükse, dikey yüzeylerde film sarkması sonuçlanarak kaplamada pürüzlülüğe yol açacaktır. Bu, karmaşık reolojik özelliklere sahip bitirmeler gerektirir. Püskürtme sırasında düşük viskoziteye ve malzeme kaplanacak yüzeye düştüğünde çok daha yüksek viskoziteye sahip olmalıdır. Ek olarak, boya viskozitesi sıcaklığa bağlıdır, bu nedenle son kat kalitesinin korunması, ortam işlem sıcaklığı için viskozitenin telafi edilmesini gerektirir.
Geleneksel olarak, spreyle boyama işlemlerinde viskozite, bir boşaltma kabı kullanılarak yapılır. Operatör bardağı boya ile doldurur ve bardağın boşalması için gereken süreyi ölçer. Süre ne kadar uzun olursa viskozite o kadar yüksek olur. Bu genellikle 15 dakika veya daha uzun aralıklarla yapılır, böylece boya viskozitesindeki sapmalar ancak önemli miktarda boya püskürtüldükten sonra tespit edilebilir. Ayrıca, kap ölçümlerinin sıcaklık kontrolü imkansız değilse de zordur, bu da uygulama noktasında ölçülen değerler ile gerçek viskozite arasında muhtemelen büyük farklılıklara yol açar.
Buna karşılık monitoring Bir kaplamanın hat içi viskozitesi, akış kabıyla yapılan geleneksel çevrimdışı ölçümlerle karşılaştırıldığında daha yüksek kaplama kalitesi, artan verim, kaplama ve solvent kullanımında önemli tasarruflar sağlar ve kaplama prosesindeki aksama süresini en aza indirir.
Sıcaklıktaki değişim, boya malzemelerinde viskozite değişikliklerine yol açarak yapısal farklılıklara veya sarkmalara neden olur. Çoğu boya sisteminde, içerilen bağlayıcı ve pigment bileşenlerinde bir tortulaşma eğilimi vardır. Homojen olmayan boya malzemesi kaçınılmaz olarak yetersiz boyama sonucuna yol açar. Çöken boya bileşenleri tıkanmalara ve hatların kademeli olarak tıkanmasına neden olabilir. Pullanan boya bileşenleri, boya filminin kirlenmesine neden olur. Tablo 1, bazı tipik araba boyası ve kaplama kusurlarını ve nedenlerini göstermektedir.
Fabrikadaki boyama hatlarında kaplama tutarlılığı, sürekli, gerçek zamanlı viskozite ölçümleri kullanan bir kontrolör ile dozaj sisteminin otomasyonu yoluyla, değişen sıcaklıklar ve buharlaşma koşullarında bile elde edilebilir.
Boya ve Kaplama İşleminin Zorlukları
Otomotiv şirketleri ve kaplayıcılar, viskozitenin izlenmesi gerektiğinin farkındadır ancak bu ölçümün laboratuvar dışında yapılması, yıllar boyunca proses mühendisleri ve kalite departmanları için zorluk yaratmıştır. Mevcut laboratuvar rotasyonel viskozimetreleri, reometreleri ve sıcaklık monitörüoring Sistemlerin süreç ortamlarında çok az değeri vardır. Viskozite, sıcaklık, kayma hızı, akış koşulları, basınç ve laboratuar numuneleri için gerçek süreçte olduğundan çok farklı olan diğer değişkenlerden doğrudan etkilenir. Akış kapları, daldırma kapları, rotasyonel viskozimetreler, koni ve plaka viskozimetreler ve kabarcık viskozimetreleri gibi geleneksel enstrümantasyonlar yavaştır, emek yoğundur, zaman alıcıdır ve hatalara eğilimlidir.
Boyalar tipik olarak kesme incelmesi olup, daha yüksek kesme hızlarında daha düşük viskoziteye sahiptir. Boyanın tek tip bir kat olarak uygulanması ve uygulandıktan sonra yerinde kalması önemli olduğundan bu, boya performansı için faydalıdır. Ancak geleneksel viskozimetreler, püskürtme işleminde bulunan yüksek kesme hızlarına ulaşmazlar, bu nedenle sadece dolaylı olarak uygulama noktasında boyanın performansı hakkında bilgi verebilirler. Sıcaklık da viskozitenin belirlenmesinde çok önemli bir değişkendir, ancak kap ölçümlerinde sıcaklık ölçümü veya kontrolü yoktur, bu nedenle gerçek püskürtme sıcaklığı ile doğrudan karşılaştırılamaz. Bu, işlem sıcaklığı değiştikçe kaplama kalitesinde değişikliklere yol açabilir.
Doğru ve Duyarlı Hat İçi Viskozite Ölçümü
Otomatik hat içi viskozite ölçümü sürekli izlemeyi mümkün kılaroring uygulama noktasında boya. Bitmiş ürünün aynı kalitede olmasını sağlamak için boya viskozitesinin kontrol edilmesini sağlar. Rheonics' SRV Viskozimetre 2 dengeli bir burulma rezonatörü tabanlı 3 Dahili sıvı sıcaklığı ölçümüne sahip kompakt hat içi proses viskozimetresi (Şekil 1). Bir saniyelik ölçüm süresiyle, proses akışındaki viskozite dalgalanmalarını gerçek zamanlı olarak tespit ederek sapmalar meydana gelir gelmez düzeltici önlemlerin alınmasına olanak tanır. Hat içi viskozite yönetimi Rheonics SRV, otomobilin kaplama kalitesini olumsuz yönde etkileyebilecek portakal kabuğu, bulanıklık ve beneklenme, renk değişimleri ve solvent patlaması gibi en yaygın otomobil kaplama sorunlarının hafifletilmesine yardımcı olabilir.

ŞEKİL 1: Rheonics hat içi viskozimetre, SRV.
SRV'nin kompakt form faktörü, uygulama noktasına yakın, boya hattına doğrudan kuruluma olanak sağlar. Sistem kapalı kalır; Viskozite ölçümü yapmak için boyanın elleçlenmesine veya aktarılmasına gerek yoktur. Tehlikeli ortamlara uygun küçük form faktörlü sensörler kurulum ve bakımı kolaylaştırır. Sarf malzemesi, numune alma yoktur ve temizlik gerekli değildir. Ölçüm süreklidir ve izleme için kullanılabilecek net bir viskozite sinyali verir.oring ve boya viskozitesinin kontrol edilmesi ve kalite sorunlarının teşhis edilmesine yardımcı olmak amacıyla viskozitenin kaydedilmesi.
Rheonics Rezonans sensörleri, tipik boya sistemlerinin yüksek kesme platosunun oldukça üzerinde, doğası gereği yüksek kesme hızlarına sahiptir. Bu rezonans sensörleri, gerçek boyama koşullarını yansıtacak şekilde deneme yanılma yoluyla düzeltilmesi gereken dolaylı ölçümler vermek yerine, boyaların uygulama kesme hızlarındaki davranışını yansıtan viskoziteleri ölçer.
Sıcaklık Dengelemeli Viskozite Okumaları Sağlar
Rheonics Sensörler, boya sıcaklığının uygulama noktasında izlenmesine olanak tanıyan dahili sıcaklık ölçümüne sahiptir. Bu, viskozite okumalarının, gerçek zamanlı ölçümlerden pigment yükünü tahmin etmek için gerekli olan, sıcaklığa göre dengelenmiş bir viskozite değerine ayarlanmasına olanak tanır.
Otomotiv boyası ve kaplama uygulamaları için SRV'nin benzersiz avantajları şunları içerir:
- Hem solvent bazlı hem de su bazlı boya ve kaplamalarda doğru çalışır.
- Sağlam, hermetik olarak kapatılmış sensör kafası. SRV sıralı olarak veya solventle ıslatılmış bir bezle temizlenebilir, sökmeye veya yeniden kalibrasyona gerek yoktur.
- Boya tortusu ile yaşlanacak veya kirlenecek hareketli parça yoktur.
- Montaj koşullarından etkilenmez - boyama sisteminin herhangi bir yerine monte edilebilir.
- Parçacık maddesine duyarsız; sensörde kirlenme veya herhangi bir dar boşluk sorunu yoktur.
- Tüm ıslak parçalar 316L paslanmaz çeliktir - ticari boyalar, katkı maddeleri veya çözücülerle korozyon sorunu yoktur.
- ATEX ve IECEx kapsamında onaylanmıştır.
doğası gereği güvenli - hepsinde kullanılabilir
solvent bazlı işlemler. - Geniş operasyonel aralık ve basit entegrasyon - Sensör elektroniği ve iletişim seçenekleri, endüstriyel PLC ve kontrol sistemlerine entegre edilmesini ve çalıştırılmasını son derece kolaylaştırır.
- Güçlü yazılım – Rheonics PaintTrack yazılımı kullanışlı ve sezgiseldir ve basit tıklama kilitleme ve çalıştırma için tescilli, gelişmiş, beşinci nesil bir yapay zeka sistemi tarafından desteklenmektedir. Operatör, üretim sorumlusu, kalite yöneticisi ve yönetim görünümü için birden fazla HMI'yi destekler. Fabrika ortamında otomatik cihaz kontrolü ve veri toplama için tasarlanmıştır (Şekil 2).
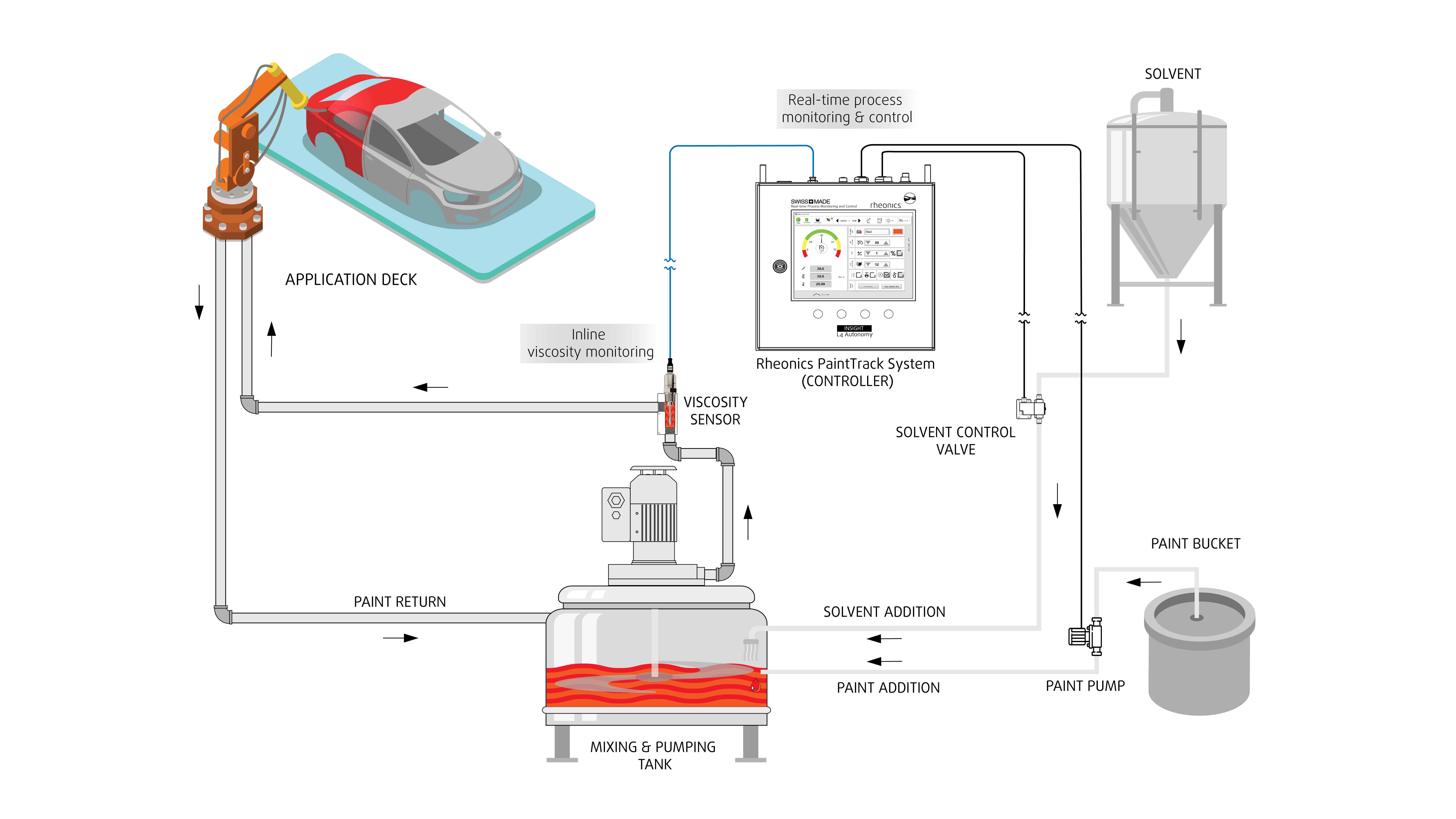
ŞEKİL 2: Rheonics Hat içi viskozimetre ve PaintTrack sistemi, viskozimetrenin otomotiv kaplama prosesine hat içi entegrasyonunu göstermektedir.
Eksiksiz Sisteme Genel Bakış ve Öngörücü Kontrol
Rheonics rezonans sensörleri ile birlikte Rheonics PaintTrack kontrol sistemi ve yazılımı, birden fazla boyama hattında astarların ve kaplamaların sıcaklığa göre dengelenmiş viskozitesinin çevrimiçi kontrolünü mümkün kılar. Fabrikadaki boyama hatları boyunca kaplama tutarlılığı, sürekli, gerçek zamanlı viskozite ölçümleri kullanan bir kontrolör ile dozaj sisteminin otomasyonu yoluyla, değişen sıcaklıklar ve buharlaşma koşulları altında bile elde edilebilir.
PaintTrack kontrol sistemi ve yazılımının temel avantajları şunları içerir:
- Tekrarlanan siparişler için çalıştırma öncesi işleri yükleyerek kurulum sürelerini azaltın ve ortadan kaldırın.
- Boyama kalitesini artırın ve maliyetleri azaltın: Renk tutarlılığı sağlayın, işlem sırasında doğru boya özelliklerini sağlayarak kaplama hatalarını azaltın.
- Gelişmiş üretkenlik ve verimlilik için eksiksiz otomasyon: Boya işlem hızını en üst düzeye çıkarın, manuel makine ayarlarına ve manuel ölçüm tekniklerine olan bağımlılığı azaltın.
- Sağlam doğruluk ve tekrarlanabilirlik: Bakım yok, yeniden kalibrasyon yok = dikkat gerektirmiyor.
- Tescilli Öngörülü İzleme Kontrolü ile sıcaklık telafili viskozite: Tekrarlanabilir sonuçlarla her işte baştan sona renk ve kaplama kalitesini tam olarak kilitleyen çözüm.
- Bardağı denklemden çıkarabilirsiniz: Kaplama işlemi bilimsel standartlara göre ayarlanmıştır, ortalama boşaltma kaplarına göre 100 kat daha fazla doğruluk ve çözünürlük.
Sonuç
- Titreşimli viskozimetreler, Rheonics SRV, sprey boya uygulamasındaki yüksek kesme hızlarına dönme veya kap viskozimetrelerden daha yakındır. Bu nedenle, SRV ile yapılan ölçümler, gerçek püskürtme koşulları altında boyanın davranışını tahmin etmeye en yakın olanıdır.
- SRV ile hat içi viskozite kontrolü ve Rheonics PaintTrack, gerekli seyreltmeleri gerçek zamanlı olarak yaparak sürekli viskozite kontrolü sağlar. Kaplama kalitesi yeni bir tamburun başlangıcından sonuna kadar garanti edilir.
- Rheonics SRV ve PaintTrack, pigment içeriğinin ve son kaplama kalitesinin temel belirleyicisi olan gerçek sıcaklıkla dengelenmiş viskoziteyi kontrol eder.
Referanslar
- https://www.autoblog.com/2020/05/04/tesla-model-y-paint-issues-fix-detail-video/
- SRV satır içi viskozimetre: https://rheonics.com/products/inline-viscometer-srv/
- SRV çalışma prensibi: https://rheonics.com/whitepapers/
Genel Bakış
Boya ve Kaplama sektörü odaklı dergi - PCI (https://www.pcimag.com/) konularını kapsayan bir makale yayınlıyor Rheonics hat içi viskozimetre SRV ve PaintTrack. Makalede, sürekli, gerçek zamanlı viskozite ölçümleri kullanan bir kontrolör ile dozaj sisteminin otomasyonu yoluyla, değişen sıcaklıklar ve buharlaşma koşulları altında bile fabrikadaki boyama hatları boyunca kaplama tutarlılığının nasıl elde edilebileceği tartışılmaktadır.
Yayının bağlantısını bulun.
İlgili Uygulama Notu

Otomotiv boya ve kaplama kalite kontrolü ve optimizasyonu
Yıllar içinde otomotiv tasarımında ve imalatında yaşanan tüm ilerlemeler boyunca tek bir değişmez oldu - aracın estetiği, tüketicinin satın alma kararında kritik bir faktördür. Araçların bitiş tutarlılığı, kalitesi ve çeşitliliği şu sıralarda en önemli rolü oynar ...
{kind=link}

